
Multi-layer packaging for optimal protection
Multi-layer packaging, also known as laminated packaging, consists of several film layers bonded into one functional structure. By combining different materials, you create packaging with specific properties, such as an enhanced barrier against oxygen, moisture or light. This makes laminated films suitable for products that place high demands on protection and shelf life.
At DaklaPack, we advise on the right laminate structure for your application. The choice for multi-layer packaging depends on product characteristics, the desired shelf life, and the conditions during filling, transport and storage. By carefully aligning material choice and process requirements, you get flexible packaging that fits seamlessly with the demands of the full journey.

What is laminated packaging?
Laminated packaging is made up of multiple film layers bonded together into one strong, functional pack. Each layer has its own role within the overall structure. For example, the outer layer can provide printability and strength, while the inner layer is responsible for a reliable seal and safe product contact. Intermediate layers add extra barrier protection against oxygen, moisture or light.
By combining these layers, you create a multi-layer film with specific performance. Where a single material often does not provide enough protection, a laminated structure delivers the right balance of strength, processability and barrier properties. This makes laminated packaging suitable for products with higher requirements for shelf life, safety or transport.

The laminated packaging we produce
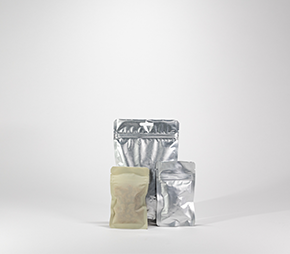
DaklaPack produces a range of laminated packaging solutions tailored to product characteristics and use. This includes stand-up pouches with or without spout, box pouches with a functional tear-off header, side gusset bags and flat bags for powders and solid products. Custom solutions are also available. Whether you need packaging for food, personal care, coffee or chemical applications, we deliver flexible packaging that suits your product, brand and process. These are the key benefits of our packaging:
- Longer shelf life for your product
- Optimal barrier against oxygen, moisture and light
- High seal strength and a reliable closure
- Suitable for complex or sensitive contents
- Withstands demanding transport loads
Multi-layer packaging





When is multi-layer packaging needed?
In many applications, a single film layer does not provide sufficient protection. Packaging needs to close properly and withstand external influences or mechanical stress. By combining different materials in a laminate structure, you create packaging that brings multiple properties together in the best possible way.
One layer can provide strength and printability, while another delivers a high barrier or ensures excellent sealability. This combination helps products stay fresh for longer and remain protected in a wide range of conditions. For products with higher requirements, multi-layer packaging is essential.

Applications of multi-layer packaging
Laminated packaging is used across many sectors where protection, shelf life and safety are critical. In the food sector, laminated films help preserve flavour, freshness and shelf life for products such as coffee, snacks or sauces. For pet food, extra protection against moisture and oxygen is important to maintain quality and nutritional value.
In personal care and cosmetics, multi-layer packaging protects products from light and external influences, while remaining suitable for liquid or fatty formulations. In medical and pharmaceutical applications, product integrity is essential and the packaging must not allow substances to pass through or leach out. For chemical and industrial products, laminated structures provide the required barrier and resistance to aggressive contents. In all these situations, the right laminate build-up is the foundation for safe, reliable packaging.

How do you choose the right combination?
The right laminate structure is determined by product properties and the conditions in which it is processed and used. Factors such as fat content, acidity, sensitivity to oxygen or moisture, and required shelf life all play an important role. The filling method, for example hot filling, freezing or long-term storage, also influences the choice of barrier and seal properties.
We also consider transport, logistics and end use. Does the packaging need to withstand long transport chains, fluctuating temperatures or intensive handling? Or is the emphasis on retail presentation? Applicable laws and regulations in sectors such as food, medical or chemical applications are also taken into account. Based on these factors, DaklaPack advises a material combination that meets the technical requirements of your product and complies with relevant regulations.

Combining shelf life and sustainability
Laminated packaging directly supports shelf life and product safety. By creating the right barrier against oxygen, moisture and light, quality is preserved and waste is reduced. At the same time, the market increasingly expects more sustainable choices in material use.
When designing a laminate structure, we consider recyclability and material reduction. In some applications, a high-barrier laminate is necessary, while in other situations a mono-material or simplified structure is possible. By carefully balancing protection, performance and sustainability, you get packaging that is both technically effective and socially responsible.
Frequently asked questions

Custom multi-layer packaging
Does your product have specific requirements for shelf life, protection or regulations? Then laminated packaging often calls for a tailored solution. At DaklaPack, we combine material expertise with practical experience to develop flexible packaging that fits your product characteristics and production process perfectly.
Contact our team on (201) 630-6480, e-mail info@daklapack.us or use the form on this page. Our specialists are ready to help you find the right packaging solution.




